Ancient Japanese Text Contained a Warning for 2011 Fukushima Disaster
Nihon Sandai Jitsuroku – is an ancient Japanese text compiled in 901. It talks about an earthquake and Tsunami that occurred in 869: “Then
Nihon Sandai Jitsuroku – is an ancient Japanese text compiled in 901. It talks about an earthquake and Tsunami that occurred in 869: “Then
AIChE Chemical reactivity worksheet: https://www.aiche.org/ccps/resources/chemical-reactivity-worksheet The Chemical Reactivity Worksheet (CRW) is a free software program you can use to find out about the chemical reactivity
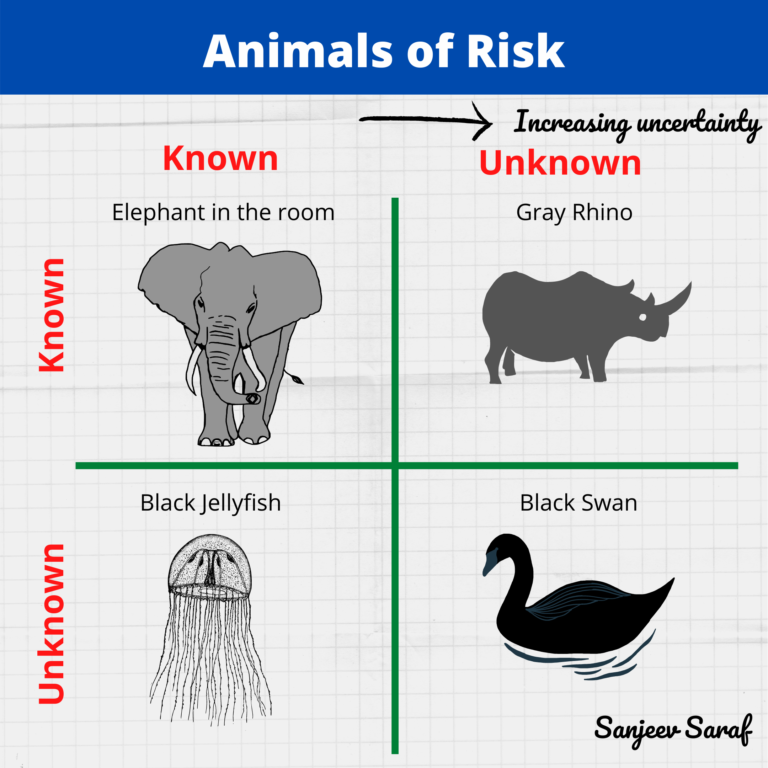
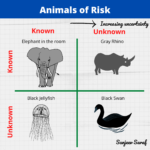
One way to think about risks is in terms of uncertainty. Donald Rumsfeld, United States Secretary of Defense, explains the limitations of intelligence reports and
It is hard to imagine but only a few years ago not everything was on the internet. Google was established in 1998 and as search

Basics An operating asset, such as a refinery or oil and gas platform, poses risks to people and environment. A quantitative risk analysis (QRA) quantifies

Pascagoula incident fire damage (Source: CSB report, No. 2016-02-I-MS) Pascagoula gas plant receives condensate from offshore Gulf of Mexico. For separating components at cryogenic temperatures,